
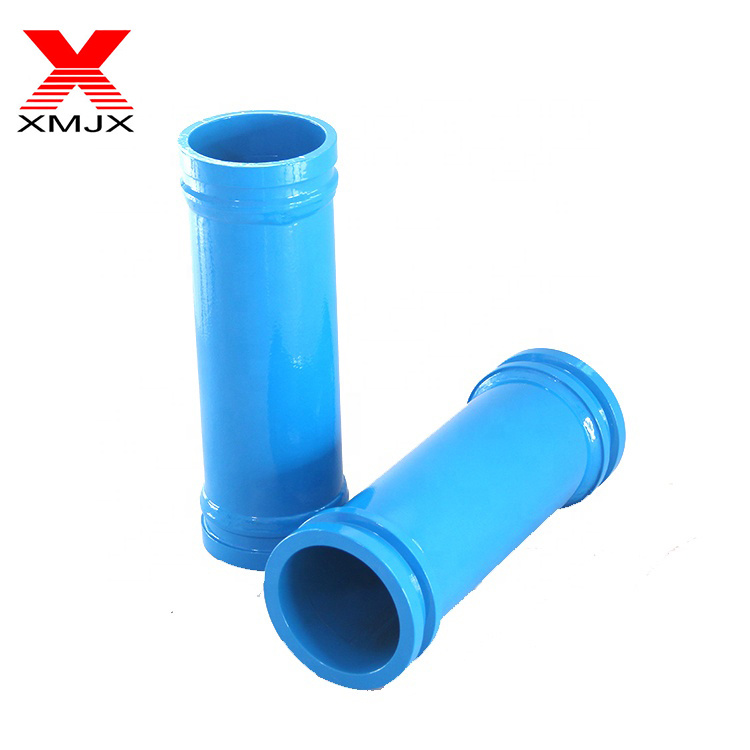
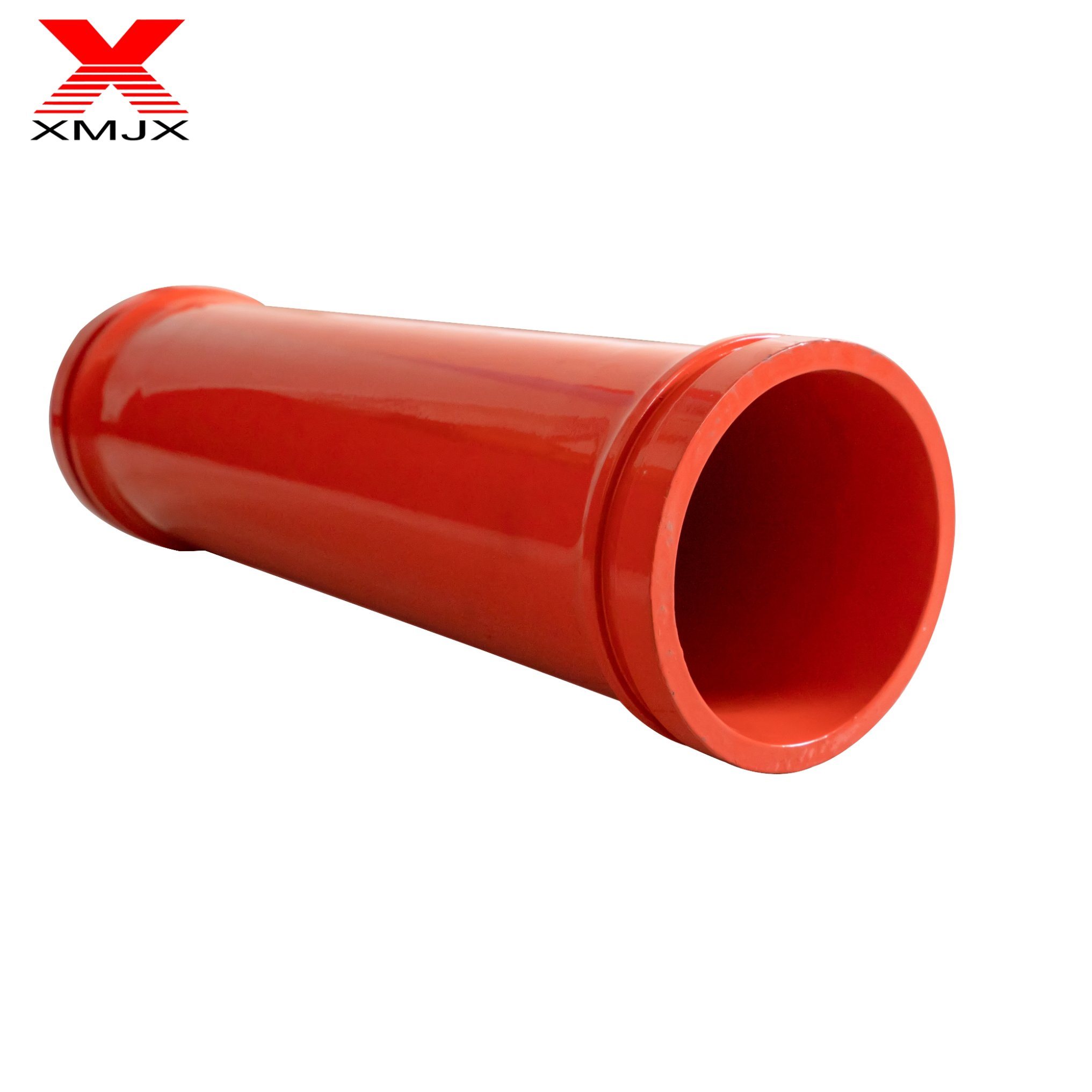
Competitive Concrete Pump Pipe



Basic Info
| M55 LINE PUMP PIPE DN125 -5" | With SK, HD, ZX, FM Flange Ends | |||||
| Part Number | Thickness(mm) | Theoretical weight(lbs./kg.)/meter | LengthDeviation | TestPressure | WeldTensileStrength | SurfaceCoating |
| M55-540 | 4.0 | 28/12.7 | ±1mm | 160bar | >480bar | Painting |
| M55-545 | 4.5 | 31.5/14.3 | ±1mm | 180bar | >480bar | Painting |
| M55-550 | 5.0 | 35/15.8 | ±1mm | 250bar | >480bar | Painting |
| M55-560 | 6.0 | 44/19.8 | ±1mm | 280bar | >480bar | Painting |
| M55-565 | 6.5 | 47/21.4 | ±1mm | 280bar | >480bar | Painting |
| M55-571 | 7.1 | 51/23.3 | ±1mm | 360bar | >480bar | Painting |
| M55-591 | 9.1 | 65/29.4 | ±1mm | 360bar | >480bar | Painting |
| M55-5100 | 10.0 | 70/32 | ±1mm | 360bar | >480bar | Painting |
| M55-5120 | 12.0 | 84/38 | ±1mm | 360bar | - | Primer |
| Length=1000mmLength=2000mmLength=3000mmLength=3048mm(Length=120 inch, Length=10 feet)Length=4500mmLength=6000mm........Any length and thickness can be customized. | ||||||
| Any types of weld ends are available.METRIC (SK) WELD ENDSHEAVY DUTY WELD ENDSSCHWING F/M WELD ENDSPUTZMEISTER Z/X WELD ENDS | ||||||
Our service...........................................................................................................................................................
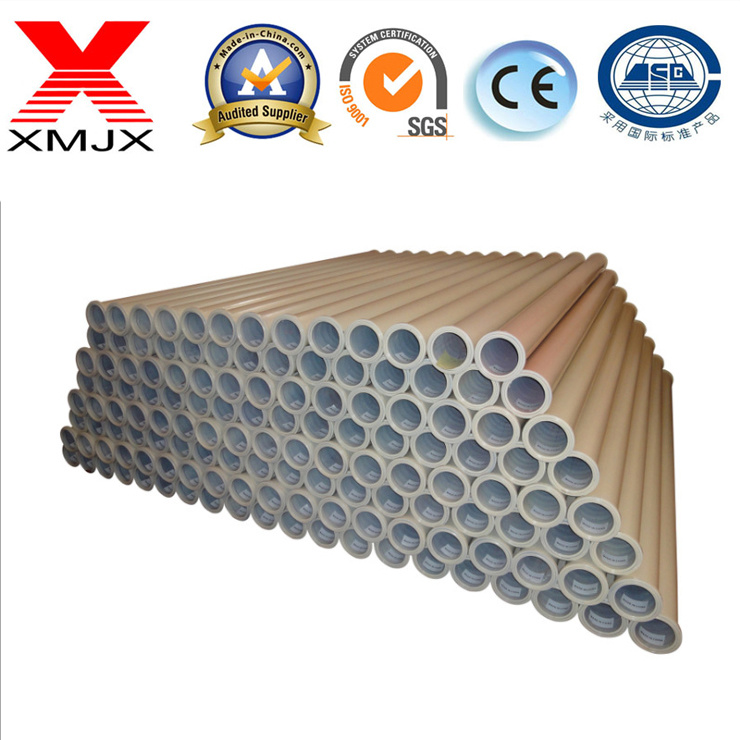
Production display...........................................................................................................................................



Product process............................................................................................................................................................ 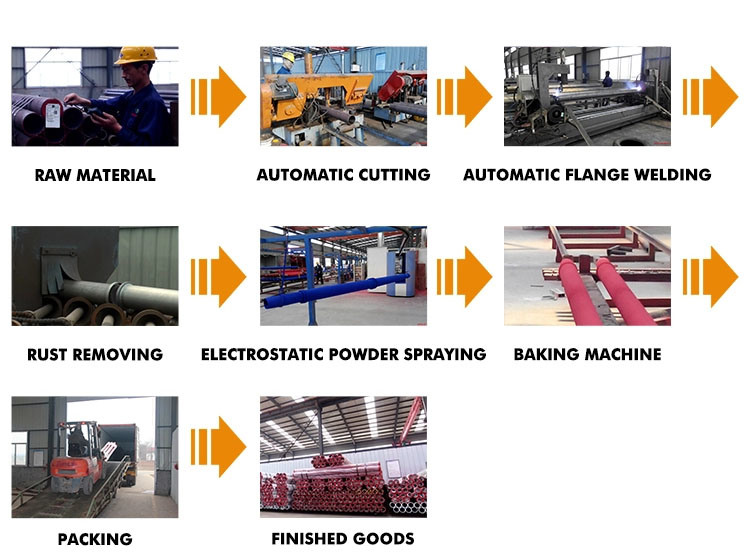 Product test..........................................................................................................................................................
Product test..........................................................................................................................................................
FAQ.....................................................................................................................................................................................
Q: Are you trading company or manufacturer ?
Q: How long is your delivery time?
Q: Do you provide samples ? is it free or extra ?
Send your message to us:
Products categories
-
Strongest Quality Safe Life St52 Concrete Pump ...
-
Construction Machinery Parts Concrete Pump Pipe...
-

Green Color Concrete Pump Pipe for Construction...
-
Concrete Pump Pipe Line Concrete Pump Single Wa...
-

Concrete Pump Delivery Pipe and Tubes Can Be Cu...
-

Pm /Schwing Casting 15 Degree Elbow for Concret...